
DOWNLOAD AS PDF:
FCT COMBUSTION NEWSLETTER: FEB 2018
FCT COMBUSTION NEWSLETTER: FEB 2018
Download as PDF: Newsletter Case Study
BURN AFTER READING
FIRING IMAGINATIONS AND ENGINEERING EXCELLENCE


With 2018 already well underway, we are looking forward to a rewarding year for FCT Combustion and our customers.
While we are operating in a highly competitive market, FCT continues to be awarded and deliver on projects around the globe. The current year we are in will be a record year for FCT yet again with projects running in every continent except Antarctica, covering a wide range of industries including cement, iron ore pellet, lime, alumina products, pulp and paper etc.
Growing an awareness of our company and its capabilities is key to ensuring its continued growth. We have established more offices around the globe to get closer to our customers and deliver a better service than what the market has been used to.
Currently, we are building our footprint in South East Asia with the help of our agents, our presence at local conferences and events and delivering on projects such as a TurbuJet burner for CIMA’s Perlis cement kiln.
Meanwhile, we continue to invest heavily in research and development. We anticipate that our latest burner, the Turbu-Flex™, will be launched in April. With new flexibility to adapt to different solid fuels, particularly alternative fuels, while maximizing burner performance, it will minimize fuel costs and emissions.
May I take this opportunity to wish you the very best for the year ahead.
Managing Director
FCT International
PROJECTS ACROSS THE GLOBE
RECENTLY COMPLETED OR CURRENTLY ACTIVE PROJECTS ACROSS FCT COMBUSTION:
Americas
Ash Grove Cement, Durkee. Gyro-Therm MKII precessing jet burner for natural gas firing.
Cemento Chimborazo, Riobamba, Ecuador. Clay drying plant including petcoke fluidized bed, hot gas generator and triple shell rotary dryer, including fuel feeding and exhaust system.
Ciner Wyoming, Green River, Wyoming. Special hot gas generator.
Lafarge Canada, Exshaw, Alberta. Gyro-Therm MKII precessing jet burner for natural gas firing.
Lehigh Hanson, Fleetwood, Pennsylvania. Gyro-Therm MKII precessing jet burner for natural gas, coal and RDF firing.
Undisclosed client, South America. 36 burners and 29 valve trains for an iron ore pelletizing plant.

Ash Grove Cement, Durkee.
Europe
CBR Cimenteries – Heidelberg Group, Antoing, Belgium. Burner upgrade: Upgrade at burner centre and tip to increase performance using a higher momentum. Main target is to enable oxygen injection in the flame core, while reducing primary air amount and improving the use of alternative fuels.
Kerneos, Le Teil, France. New burner system for kiln producing high alumina clinker: Including accessories, igniter, flame sensor, valve train, compressor and BMS. Main target is to modernize the plant and reduce NOx emissions.
Imerys, Vatutine, Ukraine. New burner system for kiln producing chamotte: Including accessories, igniter, flame sensor, primary air fan and trolley. Main target is to increase the solid alternative fuels firing in the kiln while keeping emissions under control and modernize the plant.
Erdemir Mining Industry & Trade – Ermaden Group, Sivas, Turkey. New burner system for iron ore pelletizing kiln: Including accessories, natural gas and fuel oil valve trains as well as BMS engineering. Main target is to modernize the plant and allow simultaneous usage of fuel oil and natural gas while keeping the emissions under control.

CBR Cimenteries – Heidelberg Group, Antoing, Belgium.
Asia-Pacific
LMS Energy, Australia. Review of landfill gas flare design and operation for combustion performance.
Cement Industries of Malaysia Berhad (CIMA), Bukit Ketri, Perlis, Malaysia. Turbu-Jet AF burner with primary air blower and trolley assessment for kiln line no. 2.
SinoSteel Equipment and Engineering Company, Algeria. 30 iron ore pellet kiln burner systems including valve trains and BMS systems.
Vale Oman Pelletizing Company, Sohar, Oman. CFD modeling of iron ore pelletizing kiln burner.

LMS Energy, Australia.
PEOPLE OF FCT
Americas
 Pedro Ladeira has joined FCT Inc as an Engineering VP having previously been at Cimento Tupi, Verde Potash and Holcim (Argentina & Brasil). With a solid background in process optimization and product development, management and operational improvements, and holding three patents for novel process routes, he is an excellent addition to our strong team.
Pedro Ladeira has joined FCT Inc as an Engineering VP having previously been at Cimento Tupi, Verde Potash and Holcim (Argentina & Brasil). With a solid background in process optimization and product development, management and operational improvements, and holding three patents for novel process routes, he is an excellent addition to our strong team.
Asia-Pacific
Wengky Ho Kin Weng has been appointed as agent for FCT Combustion in Malaysia. Elite Technic Industrial Engineering Co company, of which he is a partner, was founded in the 1970s and specializes in cement plant supplies, grinding media, refractories, industrial textiles and other manufacturing supplies.
FCT Combustion would like to acknowledge the assistance of its previous agent in Malaysia, Joe Khor, who is retiring from his position and moving back to Australia.
IN THE SPOTLIGHT

Roger Hassold
General Manager Business Development Asia Pacific
Roger views the world though client eyes, having been a Process Engineer, Production Manager and Technical manager in cement, lime and clinker production. After more than twenty years in global high temperature processing industries, his commercial and technical understanding delivers insights for how to cost effectively optimize plants.
His senior management experience has transferred into delivering successful projects for clients in North America, Canada, Australia, the Middle East and South East Asia for FCT Combustion since joining in 2014. Roger has a strong analytical mind, with a focus on burner design and optimization using CFD modeling.
His track record of delivering value to customers and leading teams, saw him appointed to the role of General Manager Business Development Asia Pacific in June 2017.
![]()
CONFERENCE HIGHLIGHTS
AND UPCOMING EVENTS
Americas
FCT presented at INTERCEM Americas 2017 in Las Vegas in November. We enjoyed meeting with our customers and associates there.
Pedro Ladeira will be presenting ‘Implementing long term 100% thermal substitution with alternative fuels’ at the Alternative Raw Materials & Fuels Conference 2018 in Cancun, Mexico on February 22-24, 2018. FCT will also be exhibiting at this conference and we look forward to meeting with our customers and associates there. To book a time or enquire, click here.
FCT will be presenting and exhibiting at the 60th Annual IEEE-IAS/PCA Cement Industry Technical Conference in Nashville, Tennessee on May 6-10, 2018.
FCT will be attending the NLA Annual Meeting in Houston, Texas on June 11-13 2018.
FCT will be exhibiting and presenting at XXXIV FICEM Technical Congress 2018 in Panama City, Panama in September 2018.
FCT will be attending the 4th Symposium on Iron Pelletizing, Quebec City, Canada on September 30 to October 8, 2018.
FCT will be presenting at the 2018 PEERS Conference in Portland, Oregon on October on 28-31, 2018. FCT will also be exhibiting at this conference and we look forward to catching up again with our customers and associates at this time.
Europe
Con Manias and Joel Maia are attending Global CemFuels Conference & Exhibition in Berlin from 20-21 February 2018. The conference focuses on alternative fuels for cement and lime production.
Asia-Pacific
FCT’s CEO Asia-Pacific Jordan Parham and General Manager Business Development Asia-Pacific Roger Hassold attended the Australia-Indonesia Business Summit in Adelaide in late November. The summit, which includes a focus on resources and energy, facilitated introductions between Indonesian regional governments and Australian investors and businesses.
Roger Hassold, General Manager Business Development Asia-Pacific will represent FCT at the 25th ASEAN Federation of Cement Manufacturers Technical Symposium & Exhibition in Bandung, Indonesia in April 2018. He will be presenting on ‘Maximizing Alternate Fuels using modeling and flexible burner design’. To book a time to meet or enquire, click here.
Engineers Hassan Basri (Manager of Manufacturing Department) and Mohammad Yusri Yahya (Assistant Manager of Mechanical Maintenance) from Cement Industries of Malaysia Berhad (CIMA), Malaysia visited FCT to inspect the fabrication of their Turbu-Jet AF burner.

CIMA’s Hassan Basri and Mohammad Yusri Yahya with (centre) FCT’s Nader Qamar.

FCT’s Nader Qamar, Jordan Parham and Roger Hassold with CIMA’s Hassan Basri and Mohammad Yusri Yahya.
CASE STUDY: Unlocking hidden production capacity
in high temperature processing industries
HOW ADVANCED MODELING GUIDED A COAL-FIRED LIME KILN TO INCREASE CAPACITY BY 20%
Customer: an emerging global leader in the supply of lime products
Lime types produced: Quicklime
Kiln type: Long dry lime kiln
Fuel: 100% direct fired coal burner
Most plant operators will appreciate that the burner is the heart of their process. The burner influences kiln output, product quality, NOx emissions, the creation of rings and cycles, and many other process factors.
High temperature (energy intensive) processing industries – and the cement industry in particular – focus on fuel savings, enhancing material quality and production rates, and complying with stringent emission regulations.
Until recently, burners were designed from experience, trial and error, and empirical rules. It was only possible to study the combustion reactions in the kiln tube, as current commercial CFD packages cannot predict the material bed temperature, bed temperature profile, or the reactions occurring in the bed.
FCT Combustion’s advanced modeling capability combines CFD combustion reactions with numerical bed modeling, resulting in a greater understanding of how the burner design is interacting with the material bed in the kiln.
Using these two techniques together provides spatial insight and detailed information about the fluids, flame and product within the kiln. It also provides the flexibility to assess kiln performance under various operating conditions and devise optimal performance settings. Also, unlike most measurement methods, where a single parameter (eg temperature, species concentration) at a single location is recorded, numerical solutions provide 3D mapping of all relevant parameters and material properties in each simulation.
By changing burner parameters, and understanding where and when critical material reactions are occurring in the bed, it is possible to unlock hidden production capacity.

Modeling and optimizing a lime kiln
A coal-fired lime kiln, processing calcium carbonate (CaCO3), is the subject of this case study. The calculations were performed using a commercial general-purpose CFD package, coupled with a specialized bed modeling code. A visual onsite observation of the flame showed a long black plume of unburnt coal particles. This indicates an ignition delay, which is one of the challenges addressed in this study.
A major challenge in the CFD modeling of rotary kilns stems from the lack of accurate information about the material bed temperature distribution along the kiln. It is a common practice for process and material engineers to estimate the bed temperature profile based on their knowledge and experience of a specific kiln.
This approach, however, makes it difficult to generalize or extrapolate temperature profiles for other kilns with different dimensions, burners, materials, production rates etc. To demonstrate the significance of obtaining a reasonably accurate bed temperature profile on the performance of the kiln, modeling was performed for the existing burner with specific operating conditions using an assumed bed temperature profile, before modeling the kiln using a computed bed temperature profile that was obtained through a two-way CFD-material bed coupling.
The results, shown in Figure 1, clearly show that accurate representation of the material bed temperature has a notable effect on the peak magnitude of the wall heat flux (WHF) profile, its location and on the ignition distance.
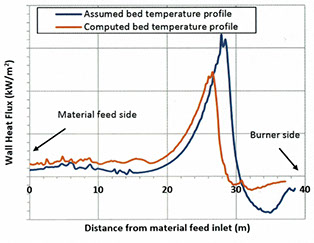
Figure 1.
Bed heat flux profile as predicted using an assumed and computed temperature profile of the material bed for the existing burner design.
To improve the performance of the kiln, the existing burner was redesigned to shorten the ignition-delay distance and enhance the utilisation of the latent capacity in the bed to increase the production rate. The positive effects of the modification on the ignition-delay distance and on the wall heat flux profile are shown in Figure 2. It reduced the ignition-delay distance by approximately 5m, which consequently reduced the heat transfer from the inner refractory and the material bed to the secondary air, without affecting the shape of the WHF profile.
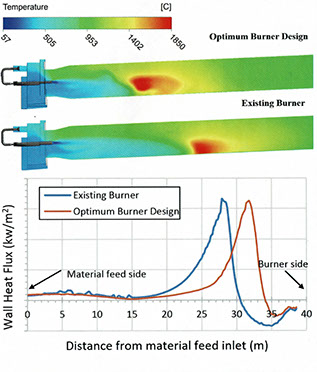
Figure 2.
(a – top) Temperature contour map showing the earlier ignition in the optimum burner design as compared to the existing burner. (b – bottom) Wall heat flux profile of the flame produced by the optimum burner design and that with the existing burner.
The flow pattern in the kiln indicated the formation of two large vortices (on the opposite sides of the kiln) immediately downstream of the nose-ring. This flow recirculation is effectively transferring heat from the flame region to the incoming air streams, and hence preheating the incoming secondary and conveying air streams.
Preheating the air to raise the bed temperature and production levels
The preheating effect showed the incoming secondary air temperature at 300ºC, rising to approximately 570ºC within less than 1m. Typically, preheating the air reduces ignition delay distance and enhances flame stability. In this kiln, however, the high velocity injection coal particles and the low secondary temperature counter the benefits of the preheating and cause a delay in ignition distance to about 3.6m from the burner.
The flame temperature, however, reaches its peak value further downstream, approximately 6.5m from the tip of the burner. The flame is touching the material bed, which is mainly due to the burner pipe being oriented towards the material bed. The predicted delay in ignition is consistent with the site observation.
The predicted gas, refractory and bed mean temperature profiles indicated that the inner refractory and the material bed temperatures reach thermal equilibrium approximately 15m downstream of the burner’s tip. They remain in equilibrium all the way to the back end of the kiln. A positive WHF value indicates the transfer of heat from the gas/flame to the walls (ie the inner refractory and the material bed). However, a negative value indicates the heat is being transferred from the walls to the gas. This occurs when the temperature of the refractory or the material bed is higher than the gas temperature. In this kiln, a negative WHF region extends from the nose-ring to approximately 5m from the tip of the burner, as shown in Figure 2. It is worth noting however that although combustion commences about 3.6m from the burner, high rates of heat-release occur approximately 5m – 6m from the burner.
It is interesting to note that the bed temperature rose sharply by 300ºC approximately 5.5m away from the tip of the burner. This sharp temperature rise is an indication of the completion of the endothermic calcination process in the bed. That is, the heat transfer from the gas is being converted into sensible energy in the material bed, rather than being used for material calcination. The bed temperature then starts to decrease closer to the burner, as this sensible heat is transferred back from the bed to the secondary air.
The prediction of the material bed modeling for the existing burner showed that calcination is completed approximately 6m before the material reaches the cooler chute (Figure 3-a). This sharp rise in bed temperature, however, offers an opportunity to increase the production rate by utilisiing the embedded sensible bed energy. Accordingly, the feed rate is increased to 120% and later to 130%, as shown in Figure 3-b and Figure 3-c respectively.
A complete calcination is achieved when the feed rate increased to 120% of its existing feed rate (Figure 3-b). This implies that the current firing capacity (using the redesigned burner) is sufficient to handle the additional feed. The figure also shows that the embedded sensible heat in the bed is no longer wasted, which indicated improved process heat utilization. The production of CaO is increased by 20%. The efficiency of the actual-to-theoretical CaCO3/CaO conversion is also increased from 81% to 90%. Further increase in the feed rate to 130% of the existing rate, however, (without increasing the firing rate) has resulted in an incomplete calcination of 5.5% of the feed material (Figure 3-c).
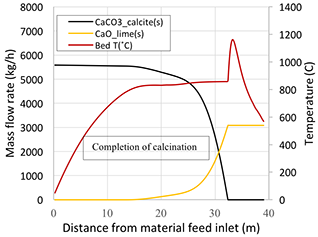
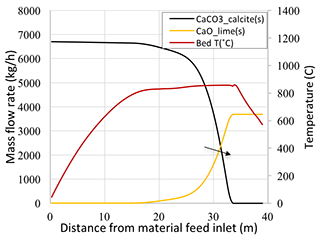
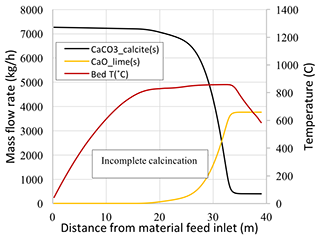
Figure 3.
Material bed calcination profiles for: (a – top left) 100%, (b – top right) 120%, and (c -bottom left) 130% of the original feed rate. The red line is bed temperature, the black and yellow lines are % of CaCO3 and CaO.
Overview of project benefits
Combining advanced CFD modeling capabilities with a bed modeling code provides new knowledge that can be used to analyze and optimize burners, kilns and materials processing plants.
These capabilities are used regularly at FCT Combustion for problem-solving, burner design and optimization in high-temperature processes such as lime, cement, pulp & paper, alumina, nickel and iron pellet.
View all newsletters: