
DOWNLOAD AS PDF:
FCT COMBUSTION NEWSLETTER: MARCH 2019
FCT COMBUSTION NEWSLETTER: MARCH 2019
Download as PDF: Newsletter Case Study
BURN AFTER READING
FIRING IMAGINATIONS AND ENGINEERING EXCELLENCE


Dear Friends,
I trust everyone has had a great start to 2019 – hard to believe 20% of it is over already.
This newsletter serves to let our customers keep in touch with what FCT is doing and particularly the nature of the products and services we provide. We hope some of you will find some relevance in that.
The company is continuing to grow, and it is particularly pleasing to continue to do repeat business with many customers over the decades, as well as the new relationships we are developing every year.
With 500% growth in the last 5 years, our customer base is rapidly growing. FCT is widening its reach, geographically and into new industries, with new products and also in the scope of the projects being undertaken.
We are honoured to advise that FCT was awarded National “Export Business of the Year” at the Optus MyBusiness Awards night in Sydney in November.
In the same month, we were also selected as winners of the title “Export Business of the Year” at the Business SA Export Awards in the category of “Minerals, Energy and Related Services.
But while we talk about “the company”, in fact it is the people of FCT as the company is our people. FCT is fortunate to have a highly skilled, solid team of dedicated staff in its various locations that are striving to improve what we do. We all want to be better, and this drive is the engine pushing FCT to greater achievements. We welcome feedback and suggestions on areas we can work on to serve our customers better.
So, belatedly, I wish everyone a Great 2019, and hope that we continue our relationships well into the future for mutual benefit.
Managing Director
FCT International
PROJECTS ACROSS THE GLOBE
RECENTLY COMPLETED OR CURRENTLY ACTIVE PROJECTS ACROSS FCT COMBUSTION:
Americas
Ash Grove Cement, Louisville, NE, USA.
Louisville cement has awarded a contract to FCT Combustion to convert both kilns to Natural Gas Firing.
The supply includes for both kilns:
- Gyro-Therm MKII Burners
- Natural Valve Trains for both kilns
- NFPA 86 BMS for both kilns
Nova Cimagola, Luanda, Angola.
Nova Cimangola has trusted FCT to convert its 5000 tpd kiln into fuel oil firing.
The supply includes:
- Multi fuel main burner
- Calciner Burners
- Oil heating units
- Oil Pumping and Filtering Units
- Control Panels
Undisclosed client. FCT Awarded Low NOx Kiln Conversion
The project is a conversion of an existing direct fired rotary kiln into a state-of-the-art indirect fired kiln using pulverized coal.
FCT is responsible for the complete EP supply, including the following main equipment:
- Coal Bag Filter
- Process ID Fan
- Fire and Explosion Detection and Suppression
- Coal Dosing
- Multi Fuel Burner for Coal, Natural Gas and Fuel Oil
- Motorized Burner Trolley
- Coal Pneumatic Conveying
- Primary Air Fan
- Emergency Cooling
- Automatic Ignition
- Flame Monitoring
- Fuel Oil Pumps and Valve Train
The project targets are:
- Low NOx Emissions
- Better Kiln Operation and Stability
- Improved Fuel Consumption
Europe
Finnsementti (CRH Group), Parainen Plant, Finland. Turbu-Flex™ burner system for a clinker kiln delivered this month. Commissioning is scheduled for March 2019.
Finnsementti (CRH Group), Lappeenranta Plant, Finland. Turbu-Flex™ burner system for a clinker kiln is currently being manufactured, ahead of delivery in March 2019 and commissioning in April 2019.
Papelera Guipuzcoana de Zicunaga (Iberpapel Group), Hernani, Spain. New natural gas valve train and burner management system (BMS) for lime sludge kiln. Delivery and commissioning scheduled for April 2019.
Baumit, Wopfing Plant, Austria. Natural gas lance for kiln preheating to be delivered this month.
Gorka Cement, Trzebinia Plant, Poland. A Gyro-Therm™ burner with an automated control for a long wet kiln for high alumina and calcium aluminate clinker production will be commissioned in March 2019.
Undisclosed client, France. Having completed a CFD of kiln with special attention on coating and refractory temperature and NOx generation, FCT is now working with the client on optimizing the system.
Imerys Aluminates, Le Teil Plant, France. New burner system for kiln producing high alumina clinker, including accessories, igniter, flame sensor, valve train, compressor and BMS, has been delivered and is under commissioning. Main target is to modernize the plant and reduce NOx emissions.
Imerys, Vatutine, Ukraine. New burner system for kiln producing chamotte has been successfully delivered and commissioned. Main target was to increase the solid alternative fuels firing in the kiln while keeping emissions under control and to modernize the plant.
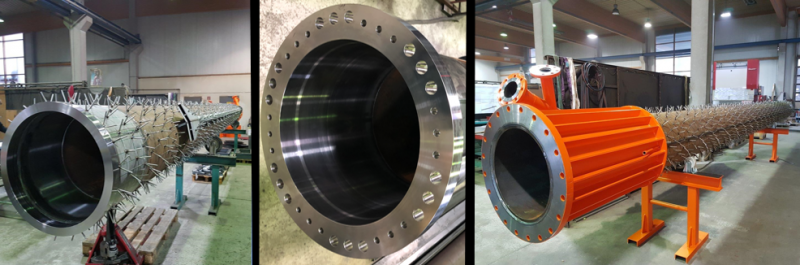
Turbu-Flex burner being manufactured for Finnsementti
Asia-Pacific
FCT is pleased to advise that we have won 4 contracts to supply burner systems to iron ore pellet kilns in China. The contracts represent a total of 130 burner systems between them and will be delivered over the next 12 months.
Additional current projects include:
Iluka Resources, Australia. Design and supply of rotary kiln start-up burner and burner management system.
Undisclosed client, Australia. Process consulting on flare design engineering.
CIMA, Malaysia. Turbu-Jet™ AF burner successfully commissioned November 2018.
Undisclosed client, China. Turbu-Jet™ burner system will be delivered this month for a clinker kiln. Based on a CFD study undertaken by FCT, the main target is to allow for the firing of natural gas and to modernize the plant. Commissioning is scheduled for March 2019.

Rotary kiln start up burner for Iluka Resources
PEOPLE OF FCT
IN THE SPOTLIGHT

David Retallack
CEO, FCT Combustion Asia Pacific & FCT Flames
We are pleased to announce the appointment of Mr David Retallack to the position of CEO of FCT Combustion Asia Pacific.
With a wealth of experience in upper management roles across the FCT International Group, Mr Retallack has most recently been responsible for the strength of sister subsidiary FCT Flames through his role as CEO.
In this position, Mr Retallack oversaw the flame design and engineering for the Olympic cauldrons in London 2012 and Rio 2016, as well as torches, cauldrons and flame effects across a variety of other sporting events, including the Buenos Aires Youth Olympics, Pan American Games, European Games and Asian Games, among others.
With previous experience as General Manager Engineering and General Manager Business Development within FCT Combustion, as well as initiating our European subsidiary in 2007, David is well placed to ensure our industrial combustion clients continue to enjoy the best products, service and solutions available.
Mr Retallack commenced in his new position in January 2019, whilst also retaining leadership of FCT Flames.
![]()
FCT Combustion Opens New Office in Brazil

We are proud to announce that in line with our intent to provide the best customer service, FCT Combustion has now opened an office in Sao Paulo to serve our South American customers. Our Brazilian company, FCT Combustao Brazil Consultoria Ltda run locally by the capable hands of Ricardo Costa, complements our American operations based in Florida and falls under the responsibility of Adriano Greco.
Strategically located near Congonhas Airport, the office is located at Av. Moema, 300 – Ste 74. For direct contact, please email Adriano.greco@fctinternational.com or Ricardo.costa@fctinternational.com
Con Manias chosen as ambassador for ‘I Choose SA’ campaign

FCT International’s Managing Director, Mr Con Manias, has been selected as Brand South Australia’s ‘I Choose SA’ ambassador for the trade and investment sector. To learn more about the I Choose SA campaign, as well as FCT International and its subsidiaries, view the full story here
FCT Combustion Inc celebrates ‘Take Our Children to Work Day’
Last year, FCT Combustion’s US office celebrated ‘Take Our Children to Work Day’. Originally started in New York City more than two decades ago, many companies across the USA now invite their staff to bring their children along to the workplace as part of the annual holiday.
The aim of the event is to provide children with an encouraging workplace experience, and to inspire them to start thinking of the many different career opportunities available across different industries.
The day was reported to be a great experience, with the children learning about the various areas of the company that work together to make FCT a success, including engineering, project management, accounting and more.

FCT ACTech Website Launched
FCT Combustion’s sister company, FCT ACTech, has recently launched its new website for online, at-line and laboratory XRD and XRF analysers.
Serving clients in the cement, mining and mineral processing industries, FCT ACTech’s product range is complementary to FCT Combustion’s burner and combustion services. Click here to visit the website and learn more.
CONFERENCE HIGHLIGHTS
AND UPCOMING EVENTS
Europe
FCT Combustion attended the Global CemFuels Conference in Amsterdam on February 20 and 21.
FCT International’s Managing Director Mr Con Manias gave a presentation on the topic “New CFD Studies to optimize secondary air entrainment for use with lower quality fuels: Implications for new burner design”, which won the award for Best Presentation at the conference after an audience vote.

Mr Con Manias presenting at CemFuels Conference
FCT Combustion also attended the Cemtech Europe Conference in October where Technical Director Mr Joel Maia presented on the topic “Maximizing alternative fuel firing using a flexible burner design – the new Turbu-Flex burner”.

Joel Maia presenting at Cemtech Europe
Asia-Pacific
CEO FCT Combustion Asia & MENA, Dr Shahrooz Afshar, as well as General Manager Asia Pacific, Mr Roger Hassold, attended the International Mining and Resources Conference (IMARC) in Melbourne, from October 29 to November 1, 2018.
FCT awarded Export Business of the Year
FCT International was awarded the title of Export Business of the Year at the prestigious Optus MyBusiness Awards event in Sydney in November.
The award highlighted FCT International’s commitment to providing clients with high quality, innovative products in globally competitive industries worldwide through the company’s three subsidiaries: FCT Combustion, FCT Flames and FCT ACTech.
The honour followed FCT being named Export Business of the Year at the Business SA Export Awards in October, in the category of Mining, Energy and Related Services.

David Retallack and Con Manias accepted the Export Business of the Year award
FEATURED ARTICLE: The move to Natural Gas: Converting a Calciner from Oil to Natural Gas Firing Using CFD Modeling
Converting a calciner from oil to natural gas firing: enabling fuel savings through CFD modelling
FCT Combustion Pty Ltd
Roger Hassold, Renata Favalli, Yvonne Yu, Jordan Parham
Introduction
Natural Gas (NG) can be an attractive fuel due to its high heating value, low carbon emissions, no need to stockpile, store, blend, grind or preheat, and, in some regions, low price. However operationally its use can cause challenges due to its high ignition temperature, high flue gas volume and low heat transfer when compared with liquid and solid fuels.
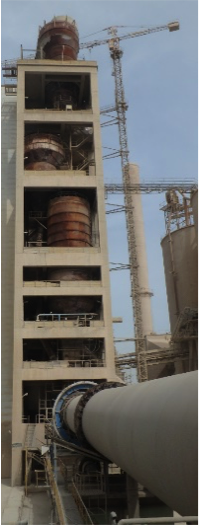
At a cement plant in the Middle East the kiln and calciner were typically run using 80% NG, supplemented by 20% Heavy Fuel Oil (HFO). However, as HFO is significantly more expensive than NG, the plant wanted to eliminate any HFO firing. When this was attempted by installing gas burners in the same location in the calciner as its HFO burners, the plant experienced significantly detrimental effects, including high temperatures and CO emissions at the preheater exit and a reduction in feed rate to 200 t/h.
The plant could have continued their trial and error approach using different burner designs and suffer high fuel costs and low production. Instead, FCT Combustion was engaged to study their calciner, determine what was limiting the substitution of natural gas and deliver a cost-effective solution. This article discusses how FCT used CFD modelling of the calciner and installed new burners that enabled the calciner to operate on 100% natural gas, saving €500k to €600k per year, whilst increasing kiln feed rate by 15% and reducing specific fuel consumption by 4%.
Modelling the Calciner
When changing a calciner from firing HFO to NG it is not just a matter of installing new burners in the same location as the existing ones. There are many factors that need to be considered and understood including:
- The inherent differences between the fuels and how they disperse, mix and burn,
- The aerodynamics of the calciner vessel,
- The location of the meal entry point(s), and
- The resultant heat transfer to the meal and degree of calcination.
In order to investigate the above factors, FCT Combustion built a computational model of the calciner in ANSYS Fluent. Table 1 below summarizes the boundary conditions used in the model. Total firing rate is 85 MW.
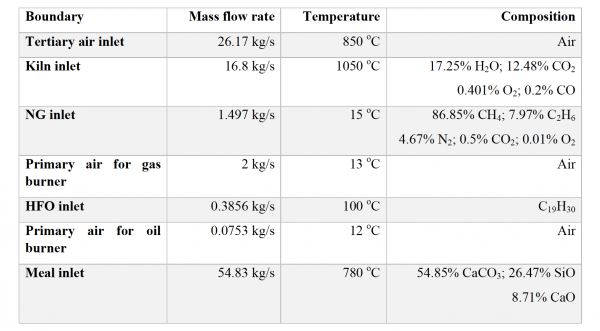
Table 1: Boundary conditions used in CFD modelling.
Simulating the Existing Operation
To understand the performance of the existing calciner, three operating conditions were modelled: (a) 100% HFO; (b) 20%HFO:80%NG; (c) 100% NG. In its original configuration, the calciner performance was characterised as:
- 100% HFO: fuel burns out well without high levels of CO,
- 20%HFO:80%NG: some CO is generated limiting further increase in natural gas firing and
- 100% NG: not possible due to high CO levels.
Figure 2 shows the aerodynamics and the temperature in the calcined vessel for these scenarios. In all cases the dominance of the tertiary air is evident, generating flow recirculation in the calciner. However, the flow fields are quite different, and recirculation regions change sides as NG is introduced in the system. These changes in flow pattern, associated with the higher ignition temperature and lower heat transfer of NG, influence the flame position and the upward extent of the high temperature region, creating stratification and impacting on calcination.
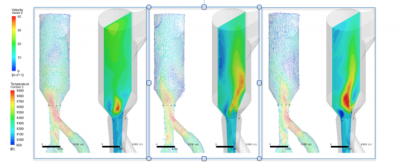
Figure 2: Aerodynamics and temperature for 100% HFO (left), 20%HFO:80%NG (middle), and 100%NG for existing burners (right).
Modelling of the calcination showed that for 100% HFO firing the calcination is complete at approximately half the height of calciner vessel, while in the cases where gas is co-fired or used as the only fuel, part of meal particles reaches the top of the vessel with its full content of CaCO3, i. e., completely uncalcined.
When the fuel burnout was assessed, for 100% HFO, the burnout is 100% complete by 9m above the burners. However, when firing with 20%HFO:80%NG, the fuel burnout is not complete at the calciner exit and combustion continues on into the bottom stage cyclone, raising the calciner exit temperature and, therefore, also the preheater exit temperature. When firing 100% NG, at least 6% of the fuel leaves the main calciner vessel unburnt. Although fuel oxidation continues in the outlet duct, approximately 1.8% of the fuel enters the cyclone unburnt, causing the high CO emissions.
Finding a Solution with CFD
The computational predictions of the existing calciner and burners were consistent with the actual calciner performance issues seen on the plant. In particular they showed that there is a difference in the velocity and temperature fields between the various firing configurations, which also affects the calcination pattern.
In order to find a solution for the 100% NG case, FCT considered a wide range of new burner designs and locations for the calciner. The best solution identified was to install two new FCT burners in the exit of the Tertiary Air Duct (TAD) to preheat the tertiary air and, therefore, enhance the rate of reaction of the natural gas injected at the main burners. In this configuration, 87% of the total firing rate is provided by the existing four burners, while the two new FCT burners in the TAD burners provide the remaining 13% of the heat output. In this way the temperature of tertiary air is raised to accelerate the reaction rate of NG to be comparable with HFO rate so that calcination reaction is activated with sufficient heat and completed within meal particles average residence time. The effect of new burners in the TAD on the calciner temperature field is shown in Figure 3.
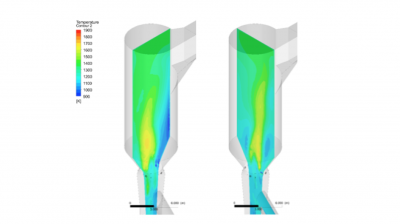
Figure3:Temperature field in the calciner after the addition of the new FCT burners in the TAD.
The impact of new burners in the TAD on calcination was predicted to be comparable to the 100% oil case, without uncalcined particles reaching the top of the equipment.
The effect of different burner configurations on the fuel burn-out, as a percentage of total fuel consumption, is compared at various distances above the existing burners in Figure 4. The burnout performance on 100% NG with the new TAD burners is better than the existing 80%NG-20% HFO, approaching that of the 100% HFO case.
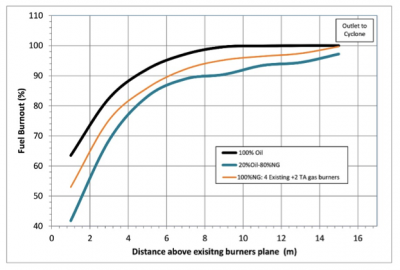
Figure 4: Fuel burnout comparison of the existing burners with the addition of the FCT burners in the TAD.
Results from Real Life Implementation
The CFD study predicted that adding two small gas burners in the TAD will produce a significant increase in performance. This was a practical and cost-effective solution that did not require altering the design/layout of the existing gas burners. Hence, two new burners from FCT Combustion were purchased. These burners were designed to fire about 10% of the total gas supply to the calciner. They were installed in opposing positions in the TAD, as shown in Figure 5.
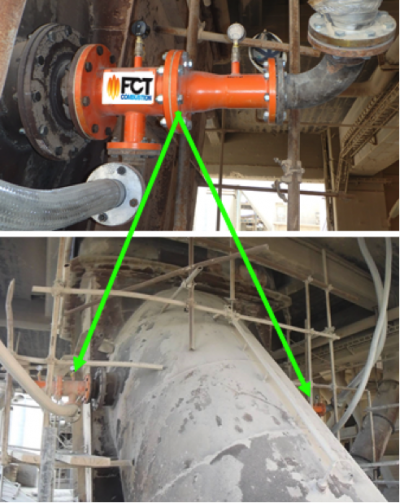
Figure 5: Installation of the FCT burners in the TAD.
During the commissioning period, the kiln was initially operated on the original burners firing 100%NG, achieving a feed rate of only 200t/h. Within seconds of turning on the additional FCT burners the preheater exit temperature dropped 16 °C even though there was increase in the total calciner firing rate, demonstrating that the new burners had improved the calciner performance by increasing the degree of calcination and absorbing more heat from fuel combustion.
In the days following the installation of the new FCT burners, the kiln feed rate was increased by 15%, to 230t/h, whilst maintaining the preheater exit temperature at the level previously attained at 200t/h, as shown in Figure 6. In addition, the specific fuel consumption dropped 4% and clinker quality was maintained.
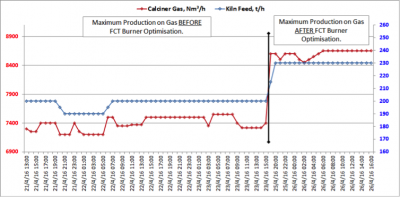
Figure 6: Calciner gas firing rate and kiln feed rate before and after FCT burner optimisation.
Conclusion
Using CFD, FCT Combustion has successfully improved the operations of a cement kiln calciner, in particular decreased its fuel costs and increased its production. The computational model built by FCT enabled unique insight into the aerodynamics, combustion and calcination process in the calciner in the existing operation and to develop a cost-effective solution that delivered substantial benefits when implemented in real life.
The CFD model demonstrated that the key difference from firing different fuels in the calciner was the velocity and temperature fields between the various firing configurations, which affected the calcination pattern. A solution was identified of installing new FCT burners in the TAD, in order to accelerate combustion of natural gas and produce an even heat distribution in the calciner vessel. Only 10% of total gas supply was redirected to these new burners, which were simple to install. This illustrates that in a calciner, the burner location is often more important than the design of the burners themselves.
When the new FCT burners were installed in the TAD, the calciner was successfully able to operate on 100% NG. By eliminating the use of HFO, it is estimated savings of €500k to €600k per year were realised. Furthermore, the kiln feed rate was increased 15%, whilst maintaining the preheater exit temperature, the specific fuel consumption dropped 4% and the clinker quality was maintained.
View all newsletters: