
FCT COMBUSTION NEWSLETTER: February 2023
BURN AFTER READING


Dear Friends,
I hope this newsletter finds you happy and healthy, and that you have enjoyed a wonderful and well-deserved break over the holiday season.
As we enter 2023 it is a good moment to gather our thoughts and minds to look to the future, while learning from the lessons of the year that has finished.
In 2022, the world faced several logistical and supply chain issues, but I am proud to say that the FCT Team did very well in overcoming these hurdles. During the 2022 fiscal year, FCT shipped an unprecedented amount of goods and booked a volume of new orders never seen before in the FCT Group. I am thankful to all of our team at FCT for making this possible.
I see 2023 with much optimism. No doubt it will be a year with many challenges, but we see challenges as an opportunity for big achievements. Our group is cohesive; we have an excellent infrastructure, the best employees worldwide, exceptional products, and very loyal and satisfied customers. Focusing on our strengths, we hope to make 2023 another successful year together.
FCT is also working hard each year to become more and more ESG-oriented (Environmental, Social and Governance) and has put in place various initiatives as part of this.
For our environmental focus, we have been heavily involved in developing several technologies for decarbonization. These technologies involve new products for Green Cement (Calcined Clay), Hydrogen and Low NOx combustion, and Green Briquette production. Part of these initiatives are developed in-house, and the other part is in partnership with clients or in programs like HILT CRC, where FCT is a key partner. Many of these initiatives have already crystallized as new products in the market.
Having a strong social consciousness and giving back to the community is also very important to us at FCT. We have improved our social commitment by supporting several institutions over the past year, including minority-managed institutions, non-profit associations providing support to individuals with Down syndrome and other disabilities, projects tackling child labor, and other worthy causes.
On the governance side, we continue implementing measures to improve risk management, operational management, reporting, and financial processes. We are proud to say that our Head Office is ISO 9001 certified and that we are continually improving our procedures to ensure strong governance and transparency.
I hope that you will enjoy reading our latest newsletter, and please do not hesitate to contact our team anytime if we can be of help. You can contact us via our contact page or follow us on LinkedIn
Wishing you all the best,
Adriano Greco
FCT Group CEO
PROJECTS ACROSS THE GLOBE
RECENTLY COMPLETED OR CURRENTLY ACTIVE PROJECTS ACROSS FCT COMBUSTION INCLUDE:
AUSTRALIA: BHP Olympic Dam
FCT has delivered and is commissioning an oxy-fuel burner package for BHP’s flash smelting furnace at Olympic Dam in South Australia. The upgrade will extend the life of the furnace. In addition to the custom burners for both the North and East walls of the Settler Bath, accompanying burner management systems, valve trains, oxygen analysers and ancillaries are also included within the scope.
AUSTRALIA: Albermarle, Kemerton
FCT has delivered and is commissioning the combustion system and gas analyser to Metso:Outotec’s lithium plant in Kemerton, WA.
AUSTRALIA: Adbri Limited, Birkenhead
FCT conducted a heat and mass balance of the 4,200t/d cement kiln firing natural gas and alternative fuels.
AUSTRALIA: Iluka Resources, North Capel
FCT supplied a Master Purge Panel for the recommissioning of Iluka Resources’ synthetic rutile reducing kiln SR1.
BRAZIL: Vale, São Luiz
FCT has been awarded the contract to supply 36 burners to Vale’s iron ore pelletizing plant in São Luiz, Maranhão. The scope also included valve trains, flow meters and various other equipment to convert the kiln to natural gas and improve operational safety.
BRAZIL: Undisclosed client
FCT has been awarded the contract to supply a new vertical hot gas generator in Brazil. The supply comprises the complete 52 MW hot gas generator including the burner, fuel oil valve train, fuel oil pumping and heating skids, igniter system and the components to safely operate the system. The new HGG will combust fuel oil and coal to generate hot gases at controlled temperatures to supply thermal energy to a rotary dryer. Delivery of components will start in January 2023.
BRAZIL: Vale, Vitoria
FCT has delivered 196 burners to Vale’s iron ore pelletizing plant in Vitoria. The scope also included valve trains, flame sensors, igniters, gas analysers, flow meters and various other equipment to convert the kilns to natural gas and improve operational safety. As of the end of 2022, commissioning of 104 burners and equipment for 4 different kilns will be complete, all according with the planned stoppage and availability of the customer.
Burners and valve trains being manufactured for Vale in Brazil
BRAZIL: Icon Máquinas, Criciuma
FCT has delivered 3 new hot gas generators to Icon Máquinas in Criciuma, for which the final customer is Vale’s New Steel project. Two of the natural gas fired Hot Gas Generators will be installed in the Vitoria plant, and the third Multi-Fuel equipment will be installed in Vargem Grande, MG. All Hot Gas Generators will be supplied in partnership with Icon, who will integrate the equipment to their dryers.
BELGIUM: Cimenterie CBR, Lixhe
FCT has commissioned a hot gas generator with accessories and control system. The hot gas will be used to preheat raw material as part of an expansion of the EU H2020 Leilac (Low Emissions Intensity Lime & Cement) Pilot for CO2 emission reduction.
CANADA: Undisclosed client
FCT has been has delivered a new hot gas generator to an undisclosed customer in Canada. The supply comprises the complete hot gas generator including the burner, valve train, igniter system and the components to safely operate the system. The new HGG will combust natural gas to generate hot gases at controlled temperatures to supply thermal energy to a rotary dryer. Commissioning is planned to happen in the next months.

FCT has delivered a hot gas generator to a client in Canada
CANADA: Lehigh Hanson, Picton
FCT has delivered a set of K-Jet burners to be installed in the Calciner of the Picton plant in Ontario, Canada. The K-Jet burners were designed to fire natural gas.
CAMEROON: Undisclosed client
FCT has delivered a complete fuel oil system for a calciner and a hot gas generator, from truck unloading pumps to valve trains inlet. The scope includes tanks, filtering, pumping and heating stations. Commissioning is expected to take place towards the end of 2022.
EUROPE: Undisclosed Country/ Client
FCT has been awarded a contract as part of a Pellet Plant Refurbishment Project to supply 38 combustion systems and peripheral equipment and services for natural gas, coke oven gas and the ability to be converted to hydrogen in the future. The main goals for of the project are to have new combustion systems with a large turndown ratio on all fuels, allowing safe and smooth operation from the beginning of kiln preheating up to full production, while controlling NOx emissions. The scope of supply includes burners, burner blocks, igniters, flame sensors, fuel valves and safety equipment, combustion air fans with distribution manifolds and a CFD Study. Project delivery will be in 2023 and commissioning following.
FRANCE: HeidelbergCement, Bussac Foret
FCT has been awarded a contract by DAL Engineering Group to deliver a Turbu-Flex™ burner for HeidelbergCement’s Bussac Foret plant. The targets of the project are to maximise the use of alternative fuels as well as to improve combustion control. Commissioning is expected for the beginning of 2023.
GERMANY: HeidelbergCement, Hannover
FCT has commissioned a Turbu-Flex™ burner for HeidelbergCement’s Hannover plant in Germany, following the successful commissioning of a separate Turbu-Flex™ burner at the company’s Burglengenfeld plant last year.
The targets of the project are to maximise the use of alternative fuels as well as to improve combustion control. The supply also included accessories and add-ons to the burner, as well as igniter, flame sensor, fans, blowers, BMS and spare parts.
FCT commissioned a Turbu-Flex™ burner at HeidelbergCement’s Hannover plant
INDIA: Birla Corporation
FCT has been awarded a contract to supply Birla Corporation with a calciner burner for firing petcoke and coal.
NAURU: Republic of Nauru Phosphate Corporation (RONPHOS)
RONPHOS has two rotary dryers for drying phosphate rock, each with its own hot gas generator. FCT has delivered a combustion system including one oil burner, a primary air fan, an oil pumping skid, an oil valve train, and Burner Management System. The combustion system is designed to utilise both waste oil and diesel. Commissioning is expected for October 2022.
TAIWAN: IHC Mining/ Chemours, Kuan Yin
FCT is supplying a combustion system for IHC Mining’s Recovered Ore (RO) Dryer at Chemours Kuan Yin Rutile (TiO2) plant.
USA: Minerals Tech, Wyoming
FCT has been awarded the contract to supply a complete burner system to American Colloid Company, part of Minerals Tech group, in Colony WY. FCTs package comprises a dual fuel burner with its igniter, flame sensor, primary air fan, valve train and a BMS.
USA: Texas Lime Co., Cleburne
FCT has delivered a new dual-fuel Gyro-Therm™ burner for the Cleburne plant in Texas. The new main burner can fire up to 100% coal and 100% natural gas. The supply includes the accessories and add-on to the burner, as well as igniter, flame sensors, fans, and burner trolley.
USA: Ash Grove Cement, Leamington
FCT has been awarded a contract to supply a set of K-Jet Calciner burners and a warm-up burner for Ash Grove’s Leamington plant in Utah. The burners will improve the mixing and heat distribution when operating with natural gas. To complete this engineered solution, a dedicated safety gas valve train for the safe start up, control and shut down of natural gas will be supplied, as well as a new Calciner BMS system. Commissioning is expected to be carried out during the first trimester of 2023.
UNDISCLOSED COUNTRY/CLIENT
FCT has delivered 11 Gyro-Therm™ burners to an undisclosed client in Eastern Europe. The burners were delivered across 6 of the client’s cement plants, with the main target being to reduce specific fuel consumption. The burners are designed to fire natural gas and solid alternative fuels. Control systems, igniters, igniter valve trains, flame sensors, and accessories were also included within the scope. At this stage, three of the burners have successfully been commissioned, with the others scheduled to follow.
PEOPLE OF FCT
At FCT, we know that our continued success is largely due to our team’s commitment to providing the best products, service, and expertise across all our offices. We are pleased to announce the newest additions and changes within our team:

Pedro Ladeira, Sustainability Director
We are pleased to announce Pedro Ladeira has been appointed to the role of Sustainability Director. Pedro will be based in the USA but oversee the continued development of our sustainability technologies globally. Previously, Pedro was Technical Director of FCT’s American offices, and he has also held technical and managerial positions across the Americas in companies such as Cimento Tupi, Verde Potash, and Holcim (Argentina and Brasil).
To read more about this appointment, please click here

Adilson Nico, Key Account Manager (Americas)
Adilson joined FCT as a Key Account Manager in 2022 with vast experience working in the iron ore industry, having been employed at Vale in Vitória for more than 27 years. During this time, Adilson held a variety of roles including Executive Manager for the Centre of Excellence and Engineering Manager for the South East Corridor. Adilson holds an Executive MBA from Fundação Dom Cabral, as well as a degree in Mechanical Engineering and Master’s in Optimization from Universidade Federal do Espírito Santo.

Tamàs Kiràly, Process and Commissioning Engineer (Europe)
Tamàs joined FCT Europe in November 2022. Tamàs brings extensive experience working in the cement industry, having previously held several leadership positions at Lafarge in Hungary and Austria, as well as having previous technical and managerial experience with companies such as Samsonite, Pécsi Brewery, and Treszner Group. Tamàs has a degree in Electrical Engineering from the University of Pécs.

Mujayath Ali, Electrical Instrument and Control Systems Engineer (Asia Pacific)
Mujayath joined FCT Asia-Pacific in November 2022 as a senior Electrical Instrument Controls Engineer. Mujayath is a Registered Professional Engineer in Queensland (RPEQ), holds B.E. in Instrumentation Technology from VTU, and also graduated with a Grad. Diploma in Business Administration from the UQ Business School. Mujayath has almost 20 years of experience in Project Management, Engineering, Construction, Commissioning, and Maintenance & Plant reliability.

Dante Pigeon, Design Engineer (Europe)
Dante joined FCT Europe in January 2023. Dante graduated from the Instituto Politécnico Nacional (IPN) in Mexico with a Bachelor of Mechanical Engineering and has focused on computer-aided design and drafting. Dante has experience using AutoCAD, SolidWorks, and FluidSIM and specialises in mechanical design.
CONFERENCES & EVENTS

Cement Verde will be held 20-22 March 2023. please use the QR code to register, or click here
FCT will exhibit at the IEEE-IAS/PCA Cement Conference, being held from April 23-27 in Dallas, TX USA. Come and visit us in Booth #513!

FCT will exhibit at the 11th International Metallurgical Trade Fair (METEC), which will be held in Dusseldorf, Germany from June 12-16. Come and meet us at booth B11 in Hall 5 at the event!
FCT reaffirms environmental focus at annual meeting
In January, the annual FCT Management Meeting was hosted by our Australian office and attended by some of our colleagues from the USA, Brazil, and Austria. It was an excellent opportunity for our leadership team to be able to meet in person again to discuss our vision moving forward, including our environmentally friendly focus and the roadmap for upcoming products.
This includes FCT’s ongoing commitment to R&D, and, specifically, the development of low emissions technologies capable of firing alternative fuels and hydrogen.
FCT continues to participate in various industry and research-led associations and is a key partner of the Heavy Industry Low-carbon Transition (HILT) CRC which includes ADBRI, University of Adelaide, Roy Hill, Alcoa, Grange Resources, Fortescue, Australian National University, Curtin University, Liberty, and South32 among others.
Independent R&D is also conducted in-house, resulting in the development of burner designs suitable for alternative fuels in rotary kilns, as well as burners suitable for hydrogen in both travelling/straight grate and rotary kiln applications in various industries.
In 2021, FCT had successfully installed burners with hydrogen substitution at some iron ore pelletizing plants. In 2022, FCT designed a low NOx burner capable of firing 100% hydrogen also for use in travelling/straight grate kilns. Now, in 2023, the prototype burner is under manufacture and FCT is preparing to test it at the facilities of an industrial partner in Europe in the next few months.
FCT is proud to assist our clients operating high temperature processes worldwide in achieving their environmental targets while maintaining high productivity, performance, and quality output. We look forward to the continued delivery of new technologies and solutions for our valued customers.

Placing our Hopes in Hydrogen
In this article, Joel Maia explores whether hydrogen is the right method for reducing CO2 emissions in clinker production. You can download the article by clicking here, or keep reading below.
The factors involved in the rapidly-evolving hydrogen industry, seen by many as the ultimate silver bullet for mitigating CO2 emissions, create a very broad topic which needs to be discussed in more detail. Obviously, there is no carbon in the hydrogen. But, is it that simple? The necessity of transitioning to a ‘low-carbon’ economy is a widely accepted concept. Nonetheless, the decarbonisation of human economic activity is a complex matter that can only be responsibly assessed and executed by considering the myriad differences among social and economic conditions of differing nations, and where those are positioned in the hierarchy of needs.
In that context, the utilisation of hydrogen on a large industrial scale has been identified as one of the paths to reducing carbon dioxide emissions, but it is still ‘only one piece of the puzzle’, as highlighted by the International Energy Agency (IEA) in its Global Hydrogen Review 2021 Report (Figure 1).
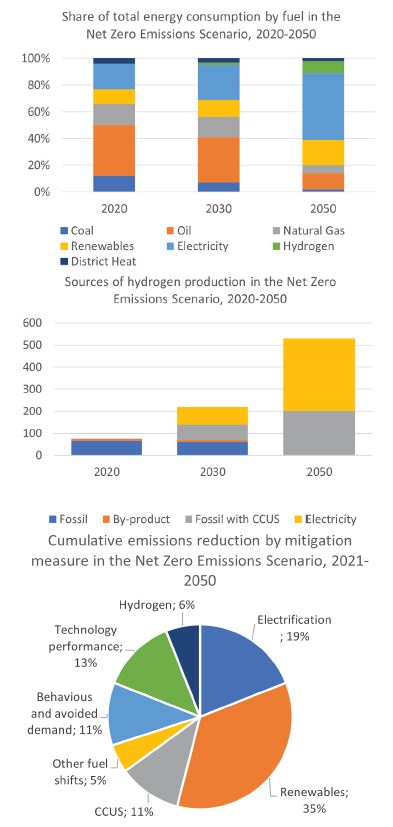
Figure 1: Hydrogen is an important part of the net zero emissions scenario ZNE, but it is only one piece of the puzzle (IEA).
This article will try to shed some light on the potential role of hydrogen utilisation in the cement industry by breaking down the approach into three main categories: environmental footprint, economics, and specific challenges in clinker production.
Hydrogen’s environmental footprint
The first myth to be addressed is that hydrogen is a clean fuel. Although the straight combustion of hydrogen does not generate any carbon dioxide, most of the hydrogen produced in the world is responsible for a fair amount of greenhouse gas emissions.
The IEA estimates that hydrogen production accounts for the formation of 830 million tpy of CO2 (with the current hydrogen production matrix (Figure 2), 1 kg of hydrogen produced generates around 10 kg CO2).
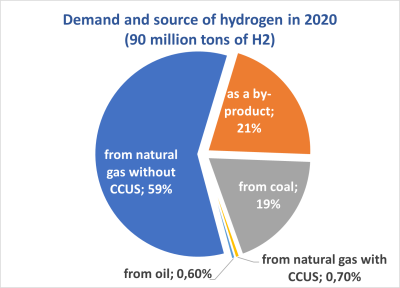
Figure 2: Demand and source of hydrogen in 2020 (IEA).
However, there is an important differentiation to be made depending on production processes. Colours are often used to indicate how ‘clean’ the hydrogen production is: ranging from grey (brown or black are also used), to blue, and green, from the least to the most environmental-friendly process.
- • Grey (brown and black) hydrogen is produced from fossil hydrocarbon-based fuels, typically natural gas (grey hydrogen) or coal (brown or black hydrogen). The fossil fuel components are broken down into hydrogen and carbon dioxide, among other minor components. This method, known as the ‘steam reforming process’ (SRP, or SMR for steam methane reforming, when the hydrocarbon used is methane), releases the same or larger amounts of CO2 per unit of energy when compared to the direct use of the originating fuel (natural gas or coal for example). The reason for this is that this process requires an additional energy source to break the fossil fuel into hydrogen and CO2 and this additional energy source usually comes from fossil fuels.
- • Blue hydrogen: the production process is similar to grey hydrogen, with the difference being that the majority (80 – 90%) of the CO2 produced by the blue hydrogen process is captured and stored through a carbon capture, usage, and storage (CCUS) unit.
- • Green hydrogen: the hydrogen is produced using water electrolysis powered by renewable energy such as solar or wind.
As a consequence, oxygen is released to the atmosphere (or used for other processes) as a byproduct. From this list, it is clear that green hydrogen is the only truly carbon neutral source of hydrogen (not considering the CO2 generated to produce the solar or wind equipment).
There are other ‘colours’ of hydrogen, depending on the processes, or the power source used to generate it. Up to now, these continue to represent a pretty minor percentage of the hydrogen production environment and therefore will not be discussed.
It means, in a broader context, that the combustion of grey hydrogen has a larger CO2 footprint per unit of energy released than natural gas and fuel oil (Figure 3) and a similar CO2 footprint to coal combustion. Therefore, the use of grey hydrogen as direct substitute for natural gas or fuel oil is actually environmentally detrimental, while even direct coal substitution is barely environmentally beneficial.
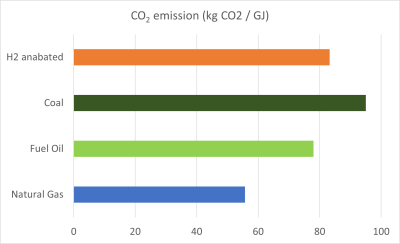
Figure 3: CO2 emission (kg CO2/GJ LHV heat released)
As a matter of fact, over 99% of the hydrogen produced in the world is still in the ‘grey’ category – blue/green hydrogen accounts for less than 1% of total production.
Economics
Production cost
Production of blue/green hydrogen is not cheap (Figure 4). There is still an important price gap between natural gas and hydrogen.
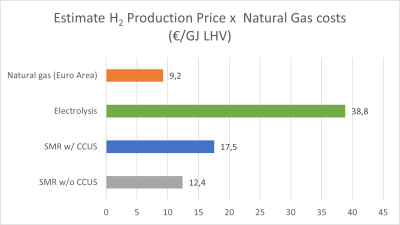
Figure 4. Estimated hydrogen production cost and natural gas price.
The electrical consumption and CAPEX of electrolytical units varies depending on the technology (proton exchange membrane, alkaline, anion exchange membrane or solid oxide), configuration of the unit and provider, however production of hydrogen using electrical power is still energy intensive (Figure 5).
From Figure 5, it is possible to conclude that the production process of green hydrogen is still pretty inefficient. For each kW of ‘chemical energy’ in hydrogen, it requires between 1.50 and 2.35 kW of electrical energy, meaning an efficiency of between 42 and 66%.
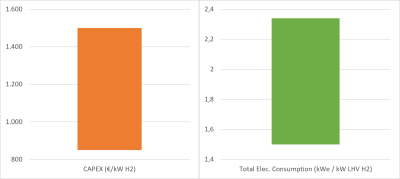
Figure 5: CAPEX and electric consumption of electrolytic systems.
If compounded with the conversion efficiency of renewable energy sources (15 – 20% and 20 – 50% for solar panels and windmills, respectively), the result is a meagre 6 – 33% overall efficiency. This is something that is worth considering, although the renewable sources mentioned are virtually endless.
Scalability
Green hydrogen production facilities are quite small. Although this is a fast-evolving field, it is believed that the largest green hydrogen plant in the world in 2020 had a hydrogen production of equivalent to 20 MW, and it was in reality an assembly of smaller units. More recent information indicates the development of newer plants, with larger capacity in 2022.
Likewise, the total production of green hydrogen in 2021 was around 300 MW. If all of this energy was used for clinker production, it would be possible to operate just two kilns at a production rate of 4000 tpd and 775 kcal/kg over the course of a year, considering 100% hydrogen as fuel.
Infrastructure
There is no large-scale infrastructure or distribution network supplying hydrogen to industrial facilities. The existing natural gas pipelines, compressors, accessories are not fully adapted to transport 100% hydrogen for several reasons, including among others:
- • Hydrogen carries about 67% less energy per cubic meter (distribution equipment and pipelines depend mostly on volumetric flow rather than mass flow) when compared to natural gas.
- • Hydrogen at high pressures may penetrate the steel structure and cause embrittlement of the metal.
Therefore, the implementation of distribution networks will require substantial CAPEX.
At this point, it is clear that the only environmentally viable type of hydrogen is green hydrogen. Extensive research is being conducted and large incentives are being granted, in order to reduce the price gap between the green hydrogen production and other types of fuels, to improve the efficiency of its production process as well as making it available to ‘heavy consumers’. Although there is still a long way to go, there is a general optimism that these gaps will be reduced or eliminated in the future.
Cement production
Assuming that all the other aspects are addressed, i.e. green hydrogen is readily available at the kiln platform at a reasonable cost, next the cement process itself must then be tackled. Firing hydrogen in clinker kilns requires special attention to few points:
Heat transfer
Pure hydrogen flames are non-luminous and poorly radiative because, unlike solid fuel flames, they do not generate soot or contain particles.
FCT foresees co-firing as a feasible solution to improve radiative properties of the flame. Although none of them have been tried in large scale combustion units, FCT is confident there is sufficient evidence to back those alternatives.
Recent studies suggest that a mixture of up to 25% hydrogen/75% natural gas (volume basis) has no significant impact in the overall emissivity of the flame, when compared to 100% natural gas.
Other experiments with propane/hydrogen mixtures have shown that heat transfer by radiation sharply drops, but only when the blend is over 60% hydrogen (Figure 6).
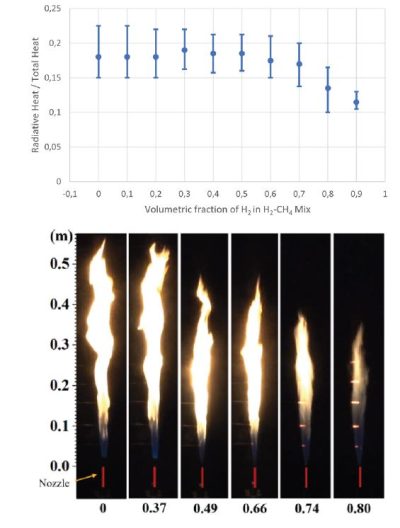
Figure 6. Decrease in emissivity over 60% of H2 in H2/propane mix (top). Decrease of turbulent flame length with the increase of H2 in H2/propane mix (bottom).2
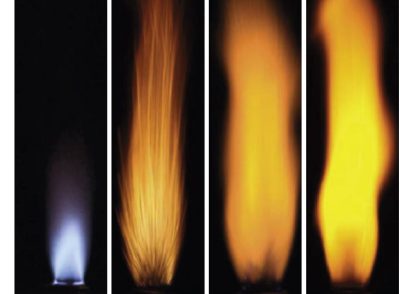
Figure 7. Instantaneous flame images showing the effect of particle addition at 25 g/m3 on methane-air stoichiometric flame.3
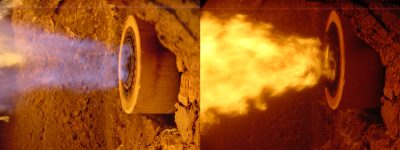
Figure 8. White cement kiln with retracted burner firing 100% natural gas (left), and firing 70% natural gas/30% pulverised fuel (right).
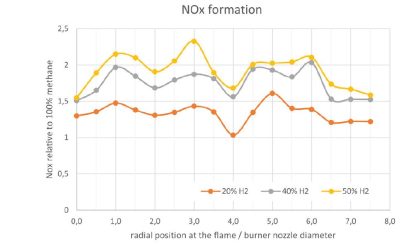
Figure 9. Measured relative radial NO concentration profiles for different % H2 volume fractions in the hybrid fuel.5
The injection of pulverised fuel is another alternative to address the emissivity and heat transfer issue. It significantly increases the emissivity and therefore the heat transfer properties of a gaseous fuel flame (Figure 7).
Obviously, the addition of materials without any calorific value increases the fuel consumption as part of the energy will be used to heat such particles, however, it is believed that the benefits of the higher emissivity and improved heat transfer properties of the flame overcome the increased fuel usage in a typical clinker kiln. An easier way, that is already available today, to avoid the reduced emissivity of hydrogen combustion would be to use it in calciners, where the flame’s radiation is not the main energy transfer mechanism.
NOx
Hydrogen generates a higher flame temperature, and therefore increased NOx emissions. Some research points out that up to 10% blending of hydrogen in natural gas (in volume) is manageable in terms of NOx emissions, with no significant impact detected; however, a 25% hydrogen mixture causes a significant increase in NOx formation (Figure 9).
Laboratory-scale research leads to the same conclusion: the higher the hydrogen concentration, the higher the NOx formation. The industry must bear in mind that the aggregate effect of lower radiative heat transfer and higher flame peak temperatures potentialise the kinetics of NOx generation reactions.
Conclusion
Despite cement production being an energy intensive process, combustion accounts for around 35% of the total CO2 emissions of the cement production chain (from quarry to final consumer).4 Any potential reduction in CO2 emissions in this area will only impact around one third of the total CO2 generated. The vast majority of CO2 emissions come from the calcination of the limestone, a field in which advances are also being made for reducing the CO2 emissions, but this is a topic for another article.
For the time being, hydrogen as a fuel is still a widely unavailable, expensive to be produced on a large and sustainable scale, with challenges that inhibit it being used efficiently in rotary kilns for clinker production, even though fewer challenges are present for its use in the calciner. However, these challenges are being intensively investigated by both industry and academia, leading some to believe that breakthroughs are about to happen in the short- to medium-term.
References
1. Natural gas price reference of €33/MWh LHV delivered at consumption point in 2020 used to avoid effect of recent volatility in the energy market. Natural gas price for large non-household consumers, including VAT, taxes and levies. Electrolysis assuming renewable power price at €70/MWh
2. SCOTT, R., RANGANATHAN, S., PETROW, D., ZALOSH, R., RANGWALA, ALI., ‘Radiative fraction of dust entrained turbulent premixed flames’, Journal of Loss Prevention in the Process Industries, Volume 51, 2018
3. GAO, Y., YU, Z., HUA, Y., LIU, Y., TAO, C., and GOA, W., ‘Experimental study on the flame radiation fraction of hydrogen and propane gas mixture’, School of Automotive and Transportation Engineering, Hefei University of Technology, Hefei, Anhui 230009, China & School of Chemical Engineering, Dalian University of Technology, Dalian 116024, China
4. CZIGLER, T., REITER, S., SCHULZE, P., & SOMERS, K., ‘Laying the foundation for zero-carbon cement’, McKinsey & Copmany – https://www.mckinsey.com/industries/chemicals/our-insights/laying-the-foundation-for-zero-carbon-cement 5. EL-GHAFOUR, S., A., A., EL-DEIN, A., H., E., & AREF, A., A., R., ‘Combustion characteristics of natural gas–hydrogen hybrid fuel turbulent diffusion flame’, Mechanical Power Engineering Department, Faculty of Engineering, Suez Canal University, Port- Said, Egypt